
车床编程实例二
直线插补指令编程
车床编程实例二
图 3.3.5 G01 编程实例
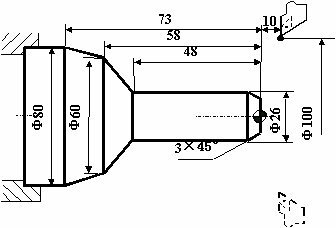

N1 G92 X100 Z10 (设立坐标系,定义对刀点的位置)
N2 G00 X16 Z2 M03 (移到倒角延长线,Z 轴 2mm 处)
N3 G01 U10 W-5 F300 (倒 3×45°角)
N4 Z-48 (加工Φ26 外圆)
N5 U34 W-10 (切第一段锥) N6 U20 Z-73 (切第二段锥) N7 X90 (退刀)
N8 G00 X100 Z10 (回对刀点)
N9 M05 (主轴停)
N10 M30 (主程序结束并复位)
作者:西部车床,如若转载,请注明出处:https://www.lathe.cc/2023/12/2099.html
相关推荐
-
数控铣床编程举例2
试编制如图所示零件的数控加工程序。并说明在执行加工程序前应作什么样的对刀考虑?(设工件厚度为15mm) 解:编程原点在直径为20mm孔的中心。设深度方向每次铣5mm,其程序为:…
-
数控机床坐标系的作用及建立方法
在加工过程中,数控机床是通过什么来识别工件的加工位置的呢? 为了确定数控机床的运动方向,移动距离,就要…
-
数控铣床精搪孔循环:G76及示例
指令格式:G76 X__ Y__ R__ Z__ Q__ F__; 图1 精搪孔循环 执行G76指令时,如图1所示,搪孔刀即快速定位至X、Y坐标点, 再快速定位到R点…
-
数控铣削编程实例(FANUC系统)图解教程
铣削编程实例(FANUC系统) N01 G90 G17 G00 G42 D01 X50 Y70 S400 M03 M08; N02 Z-240 N03 G01 X400 F250 …
-
链轮的加工数控程序举例
如图a所示为某企业生产的自动扶梯的链轮轮廓的示意简图。链轮由24个齿均布,由图b所示的局部放大图中可见,链轮的每一个齿廓都由6个不同曲率半径的拐点相接而成。 (a) &n…
-
加工方法的选择原则是什么
在保证加工表面精度和表面粗糙度要求的前提下,尽可能提高加工效率。由于获得同一级精度及表面粗糙度的加工方法一般有许多,因而在实际选择时,要结合零件的形状、尺寸和热处理要求全面考虑。此…
-
平面凸轮的数控铣削工艺分析
图6-30所示为槽形凸轮零件,在铣削加工前,该零件是一个经过加工的圆盘,圆盘直径为Ф280㎜,带有两个基准孔Ф35㎜及Ф12㎜。Ф35㎜及Ф12㎜两个定位孔,X面已在前面加工完毕,…
-
数控铣床编程图及代码
分为准备功能G代码和辅助功能M代码 1、数控铣床是在一般铣床的基础上发展起来的一种自动加工设备,两者的加工工艺基本相同,结构也有些相似。数控…
-
数控铣床编程举例4
试编制如图所示零件的数控加工程序。并说明在执行加工程序前应作什么样的对刀考虑?(设工件厚度为15mm) 解:编程原点为直径为60mm的圆心。设深度方向每次铣5mm,其程序为: …
-
数控铣床 铣刀类型选择
被加工零件的几何形状是选择刀具类型的主要依据. 1)加工曲面类零件时,为了保证刀具切削刃与加工轮廓在切削点相切,而避免刀刃与工件轮廓发生干涉,一般采用球头刀,粗加工用两刃铣刀,…