
车床编程实例一
车床编程实例一
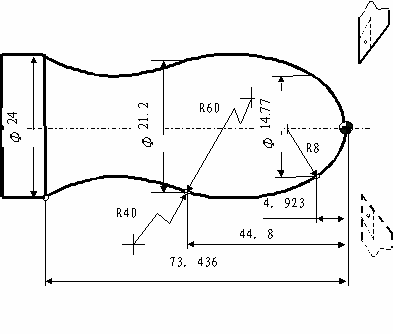
图 3.1.1 半径编程

%3110 (主程序程序名)
N1 G92 X16 Z1 (设立坐标系,定义对刀点的位置) N2 G37 G00 Z0 M03 (移到子程序起点处、主轴正转) N3 M98 P0003 L6 (调用子程序,并循环 6 次)
N4 G00 X16 Z1 (返回对刀点)
N5 G36 (取消半径编程)
N6 M05 (主轴停)
N7 M30 (主程序结束并复位)
%0003 (子程序名)
N1 G01 U-12 F100 (进刀到切削起点处,注意留下后面切削的余量)
N2 G03 U7.385 W-4.923 R8(加工 R8 园弧段) N3 U3.215 W-39.877 R60 (加工 R60 园弧段) N4 G02 U1.4 W-28.636 R40(加工切 R40 园弧段) N5 G00 U4 (离开已加工表面)
N6 W73.436 (回到循环起点 Z 轴处)
N7 G01 U-4.8 F100 (调整每次循环的切削量)
N8 M99 (子程序结束,并回到主程序)
作者:西部车床,如若转载,请注明出处:https://www.lathe.cc/2023/12/2097.html