
车床编程实例二
直线插补指令编程
车床编程实例二
图 3.3.5 G01 编程实例
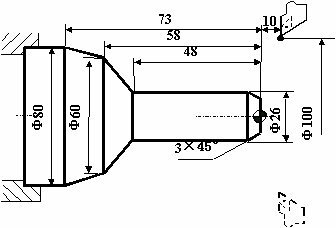

N1 G92 X100 Z10 (设立坐标系,定义对刀点的位置)
N2 G00 X16 Z2 M03 (移到倒角延长线,Z 轴 2mm 处)
N3 G01 U10 W-5 F300 (倒 3×45°角)
N4 Z-48 (加工Φ26 外圆)
N5 U34 W-10 (切第一段锥) N6 U20 Z-73 (切第二段锥) N7 X90 (退刀)
N8 G00 X100 Z10 (回对刀点)
N9 M05 (主轴停)
N10 M30 (主程序结束并复位)
作者:西部车床,如若转载,请注明出处:https://www.lathe.cc/2023/12/2099.html
相关推荐
-
绝对零点偏值G54——数控铣床编程
程序格式: G54X—Y—Z— X、Y、Z为新坐标系原点在原坐标系中的坐标。 说明: 1)G54功能使编程坐标系原点平移到X、Y、Z所规定的坐标处,如右图所示为利用…
-
数控铣床圆弧切削指令:G02,G03详解
G02:顺时针方向(CW)圆弧切削。 G03:逆时针方向(CCW)圆弧切削。 工件上有圆弧轮廓皆以G02或G03切削,因铣床工件是立体的,故在不同平面上其圆弧切削方向(G02或…
-
数控铣螺旋线插补指令的格式和应用举例
螺旋线插补指令与圆弧插补指令类似,也为G02和G03,分别表示顺时针、逆时针螺旋线插补。不同之处在于螺旋线插补多了导程参数,程序段格式为 G02/G03 X_ Y_ Z_ I_ J…
-
对称于原点的镜像G13数控铣床编程
摘要:加工轨迹如下图所示,加工顺序是先加工图1,用程序N0020&hellip。N0110。用G11功能调用程序段N0020&hellip。N0110加工图2。用G…
-
数控铣床对夹具的基本要求、常用夹具的种类及选用原则
(1)对夹具的基本要求 实际上数控铣削加工时—般不要求很复杂的夹具,只要求有简单的定位、夹紧机构就可以了。其设计原理也与通用铣床夹具相同,结合数控铣削加工的特点,这里只提出几点基本…
-
缩放指令G50、G51的功能,加工变成举例
缩放功能G50、G51 格式:G51 X_Y_Z_P_; ┇ G50; 式中: G51: 建立缩放; G50: 取消缩放; X、 Y 、Z: 缩放中心的坐标值; P: 缩放倍数; …
-
数控铣床镗孔循环:G86~G89及示例
搪孔循环:G86 指令格式:G86 X__ Y__ R__ Z__ F__; 执行此指令的刀具动路如图2-47所示,除了在孔底位置主轴停止并以 快速进给向上提升外,其余与G81相同…
-
定点钻孔循环(G81) FANUC 0-MD的G代码命令及举例
1. 格式 G81 X_Y_Z_R_F_K_; X_ Y_:孔位数据 Z_:孔底的位置 R_:加工初始位置 F_:切削进给速度 K_:重复次数 2. 功能  …
-
数控铣床加工较复杂的零件轮廓
图3=46所示图形为四个独立的二线凸台轮廓曲线,每个轮廓均有各自的尺寸基准,而整个图形的坐标原点为O。为了避免尺寸换算,在编制四个局部轮廓的数控加工程序时,分别将工件原点偏置到O1…
-
常用数控辅助机能(又称为M机能)M □ □
在数值控制机械上,有些单纯的开(ON)或关(OFF)的动作,如主轴正转、主轴停止、切削剂开、切削剂关等,用地址M后面接2位数字组成指令,称为辅助机能。 通常M机能除某些有通用性…