
车床编程实例四
倒角指令编程
车床编程实例四
图 3.3.10.1 倒角编程实例
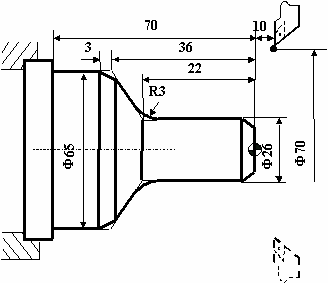

N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)
N20 G00 U-70 W-10 (从编程规划起点,移到工件前端面中心处)
N30 G01 U26 C3 F100 (倒 3×45°直角)
N40 W-22 R3 (倒 R3 圆角)
N50 U39 W-14 C3 (倒边长为 3 等腰直角)
N60 W-34 (加工Φ65 外圆)
N70 G00 U5 W80 (回到编程规划起点)
N80 M30 (主轴停、主程序结束并复位
作者:西部车床,如若转载,请注明出处:https://www.lathe.cc/2023/12/2103.html
相关推荐
-
数控铣床对夹具的基本要求、常用夹具的种类及选用原则
(1)对夹具的基本要求 实际上数控铣削加工时—般不要求很复杂的夹具,只要求有简单的定位、夹紧机构就可以了。其设计原理也与通用铣床夹具相同,结合数控铣削加工的特点,这里只提出几点基本…
-
数控铣床的圆弧插补编程有什么特点
数控铣床的圆弧插补编程有什么特点?圆弧的顺逆应如何判断? 答:数控铣床的圆弧插补只能在某平面内进行,因此,若要在某平面内进行圆弧插补加工,必须用G17、G18、G19指令事先将该平…
-
镗孔循环(G89) FANUC 0-MD的G代码命令及举例
1. 格式 G89 X_Y_Z_R_P_F_L_; X_ Y_:孔位数据 Z_:孔底的位置 R_:加工初始位置 P_:孔底的停刀时间 F_:切削进给速度 K_:重复次数 2. 功能…
-
用子程序实现铣圆弧面的数控铣程序举例
(1)分析:工厂中铣圆弧面是非常常见的,一般用于装配,对于圆弧加工精度一般要求不是太高,设Ф70洗面刀为一号刀编程如下: (2)编程: N10…
-
英制和米制输入指令G20、G21——数控铣床编程
G20表示英制输入,G21表示米制输入。G20和G21是两个可以互相取代的代码。机床出厂前一般设定为G21状态,机床的各项参数均以米制单位设定…
-
零件上适宜采用数控铣削加工的部位
零件选定后,零件上的下列加工部位数适宜采用控铣削加工: ① 由直线、圆弧、非圆曲线及列表曲线构成的内外轮廓; ② 空间曲线或曲面; ③ 形状虽然简单,但尺寸繁多,检…
-
数控铣床 铣刀类型选择
被加工零件的几何形状是选择刀具类型的主要依据. 1)加工曲面类零件时,为了保证刀具切削刃与加工轮廓在切削点相切,而避免刀刃与工件轮廓发生干涉,一般采用球头刀,粗加工用两刃铣刀,…
-
数控铣床 铣刀直径的选择
铣刀直径的选用视产品及生产批量的不同差异较大,刀具直径的选用主要取决于设备的规格和工件的加工尺寸。 1)平面铣刀 选择平面铣刀直径时主要需考虑刀具所需功率应在机床功率范围之…
-
如何预置G54~G59的值
G54~G59指令的含意是什么?比较一下它们和G92之间的区别?如何预置G54~G59的值? 答:在机床控制系统中,可用G54~G59指令在6个预定的工件坐标系中选择当前工件坐标系…