
车床编程实例四
倒角指令编程
车床编程实例四
图 3.3.10.1 倒角编程实例
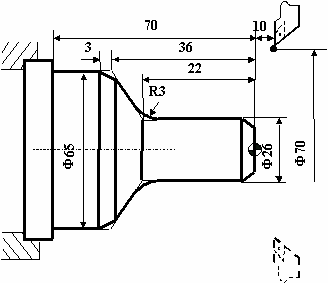

N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)
N20 G00 U-70 W-10 (从编程规划起点,移到工件前端面中心处)
N30 G01 U26 C3 F100 (倒 3×45°直角)
N40 W-22 R3 (倒 R3 圆角)
N50 U39 W-14 C3 (倒边长为 3 等腰直角)
N60 W-34 (加工Φ65 外圆)
N70 G00 U5 W80 (回到编程规划起点)
N80 M30 (主轴停、主程序结束并复位
作者:西部车床,如若转载,请注明出处:https://www.lathe.cc/2023/12/2103.html
相关推荐
-
不适用于数控铣削加工的内容
下列加工内容建议不采用数控铣削加工: ①需要进行长时间占机人工调整(如以毛坯粗基准定位按划线找正)的粗加工内容; ②必须按专用工装协调的加工内容(如标准样件、协调平板、模胎等); …
-
数控铣床如何实现刚性攻丝?数控程序如何编程?
右旋刚性攻丝循环(G84)和左旋刚性攻丝循环(G74)可以在标准方式和刚性攻丝方 式中执行。 在标准方式中,为执行攻丝,使用辅助功能M03(主轴正转)、M04(主轴反转…
-
子程序调用M98编程举例
编程时,为了简化程序的编制,当一个工件上有相同的加工内容时,常用调子程序的方法进行编程。调用子程序的程序叫做主程序。子程序的编号与一般程序基本相同,只是程序结束字为M99表示子程序…
-
数控主轴转速机能:S □ □ □ □
主轴转速机能又称为S机能,系用于指令主轴的回转速数值 (rpm) 。S机能以地址S后面接 4位数字组成 。 如其指令的数值大于或小于制造厂商所设定之最高或最低转速时,将以厂商所 设…
-
攻左牙循环(G74) FANUC 0-MD的G代码命令及举例
1. 格式 G74 X__Y__Z__R__Q__P__F__K__ X_ Y_:孔位数据 Z_:孔底的位置 R_:加工初始位置 Q_:每次切削进给的切削深度 P_:…
-
将方块毛坯铣成椭球面的数控宏程序举例
毛坯为150㎜×70㎜×20㎜块料,要求铣出如图1所示的椭球面,工件材料为蜡块。 1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线 1)以底面为主要定位基准,两侧用…
-
加工坐标系的建立指令 FANUC-0MC 数控铣床
1、G92 –设置加工坐标系 编程格式:G92 X~ Y~ Z~ G92指令是将加工原点设定在相对于刀具起始点的某一空间点上。若程序格式为 G92 X a Y b Z…
-
数控加工余量选择与确定的方法
加工余量指毛坯实体尺寸与零件(图纸)尺寸之差。加工余量的大小对零件的加工质量和制造的经济性有较大的影响。余量过大会浪费原材料及机械加工工时,增…
-
快速定位指令:G00 及示例
指令格式:X__Y__Z__;(格式中可三轴同动或二轴同动或单轴移动) G00指令的功能即命令刀具中心的刀端点快速移动到X、Y、Z所指定的坐标位置。其移动 之速率可由执行操作面板…
-
取消固定循环G80
取消固定循环G80。该指令能取消固定循环,同时R点和Z点也被取消。 使用固定循环指令时应注意以下几点: ①在固定循环中,定位速度由前面的指令决定。 ②固定循环指令前应使用M03或M…